
Повний технічний аналіз розмірної точності та повторюваності Formlabs Fuse (Nylon 12): методика з каліброваним висотоміром, статистика Cp/Cpk на шкалі 6σ, квалітети ISO 286, реальні допуски по осях X, Y, Z і робочий процес калібрування деталі під допуск ±0,1 мм. На основі офіційного дослідження Formlabs.
Чому розмірна точність і повторюваність — критичні для SLS
Селективне лазерне спікання (SLS) дозволяє виробляти кінцеві функціональні деталі без оснащення та з мінімальною ручною постобробкою. Але щоб деталі ставали у вузли без підгонки, принтер має стабільно відтворювати геометрію — від деталі до деталі й від білда до білда. Інакше зростає відсоток браку та доробок.
У серійному виробництві розмірна варіація виникає у трьох площинах:
- Part-to-part — розкид між деталями в межах одного білда (різні позиції в камері).
- Print-to-print (build-to-build) — розкид однієї деталі в одній позиції між різними білдами того самого принтера.
- Printer-to-printer — розкид між різними екземплярами принтерів.
Дослідження Formlabs охоплює перші два джерела — найважливіші для одного виробничого майданчика — і кількісно оцінює їх через індекс відтворюваності процесу Cpk.
Методика експерименту
| Принтер | Formlabs Fuse 1+ 30W (серія Fuse, SLS, волоконний лазер) |
| Матеріал | Nylon 12 Powder — найпоширеніший і найкраще охарактеризований SLS-нейлон |
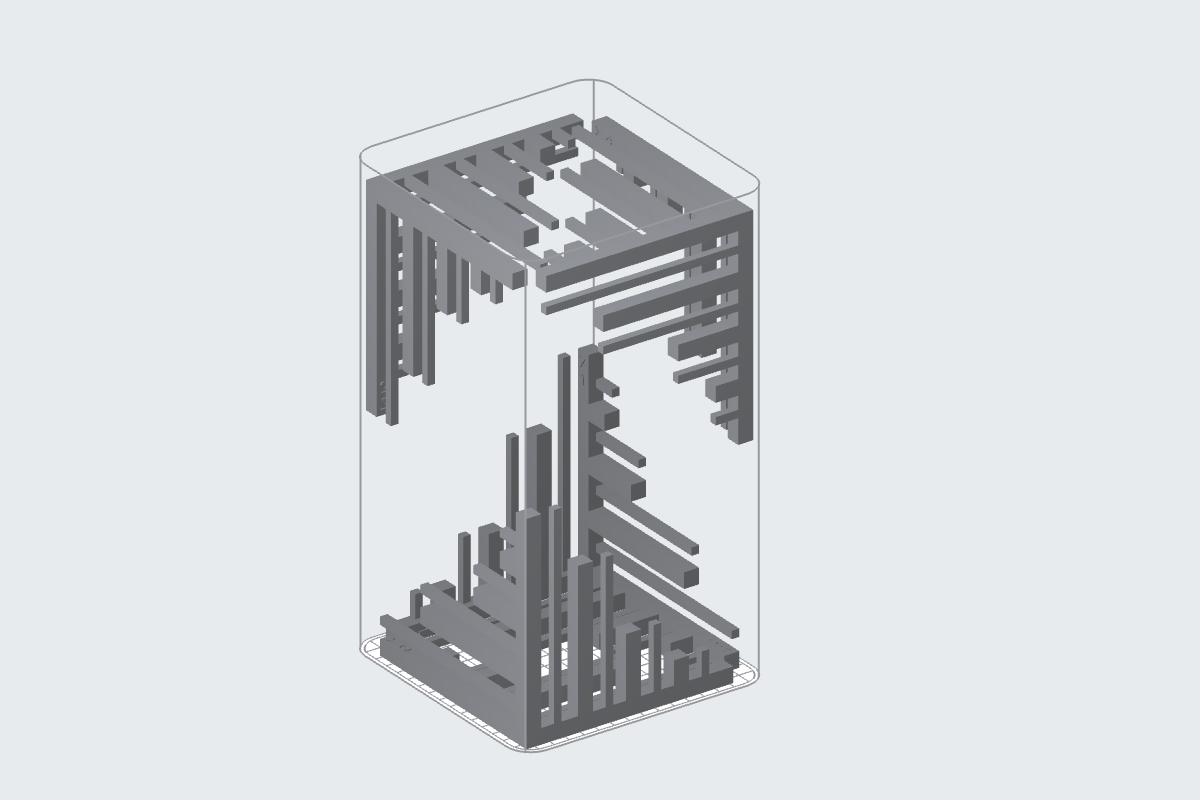
| Тестові зразки | 6 контрольних блоків (witness blocks) з елементами 25, 50, 100 та 138 мм по всіх трьох осях X, Y, Z |
| Розміщення | 4 кути камери × зони верх / середина / низ — крайні випадки по всьому об’єму |
| Кількість білдів | 5 повних білдів на одному принтері; камера дозавантажена іншими деталями для реалістичних термоумов |
| Вимірювання | Калібрований висотомір (height gauge) — без похибки 3D-сканування чи викривлення; n=40 на вісь, n=80 для об’єднаних XY |
Свідомий вибір висотоміра замість 3D-сканера або КВМ важливий: контактний калібрований інструмент дає мінімальну метрологічну невизначеність і виключає похибки оператора та інтерпретації хмари точок. Блоки спроєктовані так, щоб їх можна було міряти ручним інструментом.
Метрологія: точність ≠ прецизійність
Два поняття, які інженери не мають плутати:
- Прецизійність (precision) — наскільки щільно й послідовно процес відтворює деталі: чи схожа Деталь 1 на Деталь 2, 3, 4… Це розкид, навіть якщо середнє зміщене від цілі.
- Точність (accuracy) — наскільки близько розмір деталі до заданого номіналу. Процес, чиє середнє зміщене від цілі, називають «не центрованим за середнім» (not mean-centered).
Класична аналогія — мішень для дартсу: щільна купка дротиків = висока прецизійність; купка в центрі мішені = ще й висока точність.
Cp та Cpk: статистика на шкалі шести сигм
Cp (Process Capability) оцінює потенційну здатність процесу — суто прецизійність, без огляду на зміщення середнього:
Cpk (Process Capability Index) враховує і розкид, і зміщення середнього μ від цілі — тобто прецизійність і точність:
Завжди Cpk ≤ Cp; рівність — лише коли процес ідеально центрований. Рівень сигм пов’язаний із Cpk просто: рівень σ = 3 × Cpk.
| Cpk | Рівень | ~Брак (centered) | Застосування |
|---|---|---|---|
| < 1,00 | < 3σ | > 2700 ppm | Неприйнятно для більшості задач |
| 1,33 | 4σ | ≈ 63 ppm | Мінімум для більшості галузей |
| 1,66 | 5σ | ≈ 0,6 ppm | Мінімум для медицини й аерокосмосу |
| 2,00 | 6σ | ≈ 0,002 ppm | Світовий клас |
Пороги 1,33 / 1,66 / <1,0 — за дослідженням Formlabs. Значення ppm — стандартні довідкові для центрованого процесу (короткострокова оцінка), наведені як інженерний контекст.
Квалітети ISO 286 (IT grades)
Цільові межі допуску в дослідженні задані через квалітети IT за ISO 286 — стандартизовані класи допусків для взаємозамінності деталей. Логіка:
- Що більший номер квалітету — то ширший допуск (IT13 грубіше за IT12).
- У межах одного квалітету допуск зростає з номінальним розміром деталі.
- Базова одиниця допуску ISO 286:
i (мкм) = 0,45·∛D + 0,001·D, де D — середньогеометричний розмір діапазону (мм). - Для квалітетів ≥ IT6 сусідні класи відрізняються приблизно в 1,585 раза (ряд R5 = 10^(1/5)). Це підтверджують і дані нижче: для 100 мм IT13→IT14→…→IT18 дають 0,54 → 0,87 → 1,40 → 2,20 → 3,50 → 5,40 мм (крок ≈ ×1,58).
Результати по осях X та Y
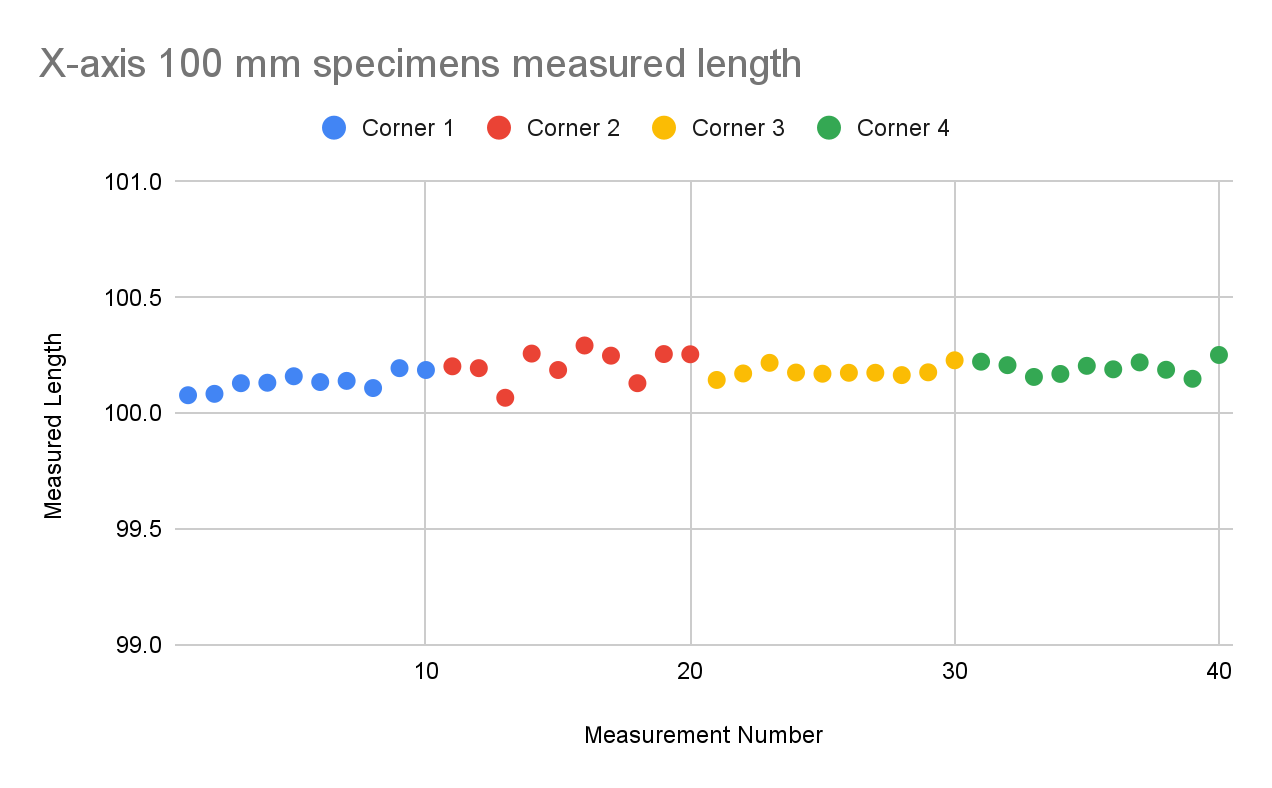
Осі X та Y абсолютно стабільні для всіх білдів і позицій у камері:
- Розкид не більше ±0,2 мм від середнього на всьому діапазоні 25–138 мм; для елементів до 100 мм — у межах ±0,1 мм.
- Відхилення від середнього ≤ 0,25 мм для всіх розмірів, що відповідає ±0,3%.
- Значення систематично трохи більші за номінал (деталі «переростають»), тож допуск від номіналу — ±0,5 мм. Це легко компенсується масштабним коефіцієнтом у PreForm.
| Номінал, мм | 138 | 100 | 50 | 25 |
|---|---|---|---|---|
| Середнє, мм | 138,38 | 100,22 | 50,07 | 25,00 |
| Макс. над середнім | +0,20 | +0,18 | +0,13 | +0,08 |
| Макс. під середнім | −0,25 | −0,15 | −0,21 | −0,08 |
| Межа IT13 (верх) | 138,63 | 100,54 | 50,39 | 25,33 |
| Межа IT13 (низ) | 137,37 | 99,46 | 49,61 | 24,67 |
| Cp | 1,91 | 2,56 | 1,64 | 2,68 |
Зведені результати по X та Y. «Макс. над/під» рахуються від середнього (показник прецизійності). Дані: Formlabs.
Для елемента 100 мм при квалітеті IT13 отримано Cpk = 2,3 по X та 1,5 по Y — обидва значно вище промислового мінімуму 1,33. Помітне зростання розміру для більших елементів — це передбачуваний масштабний фактор, який знімається зменшенням коефіцієнта масштабу.
Результати по осі Z
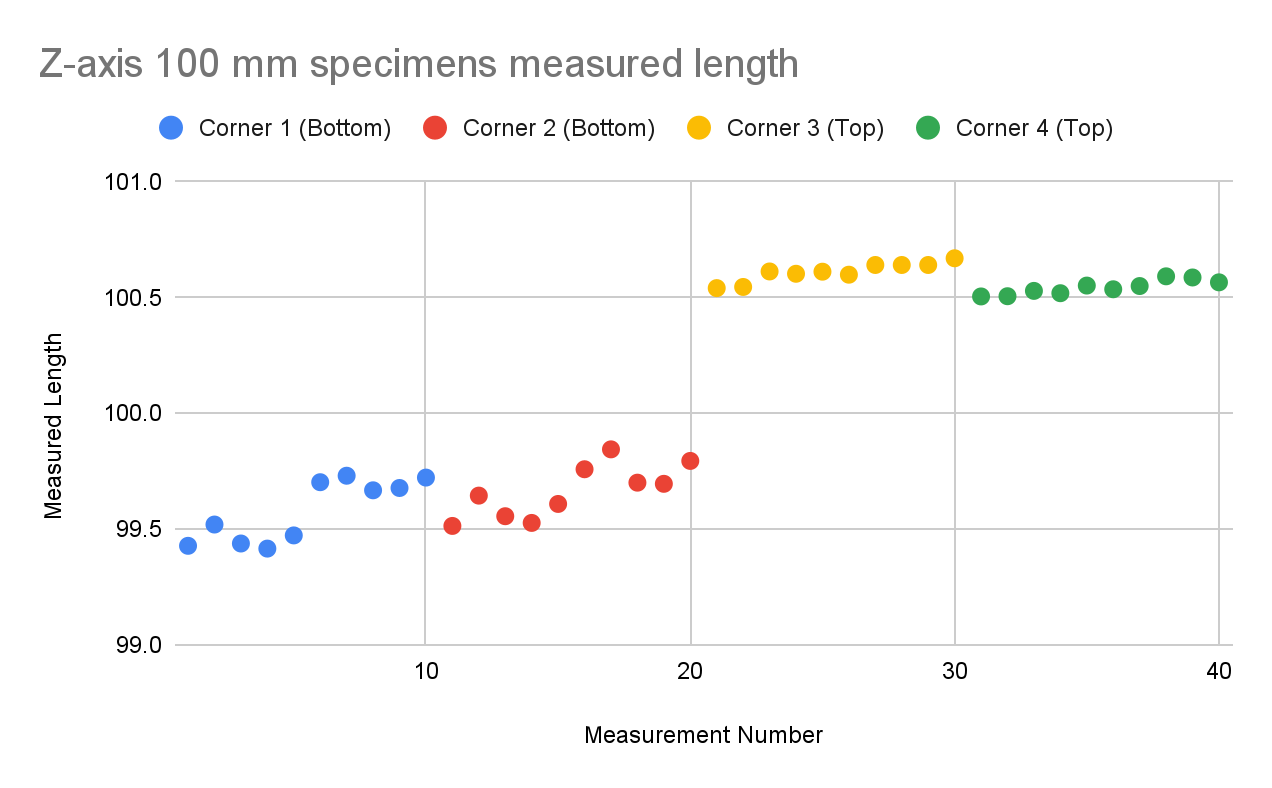
По Z деталі теж добре повторювані між білдами, але є систематичний градієнт між верхом і низом камери — це термічна фізика спікання, а не випадковий шум:
- Кількість спеченого матеріалу під деталлю змінює її теплову історію → впливає на швидкість охолодження й усадку по висоті.
- Загальна точність вертикально орієнтованих елементів — ±0,7 мм для 100 мм (≈ ±0,7%); загалом деталі лежать у ±1%. Це квалітет IT16 з високим Cpk.
- Кожен окремий кут камери — високоповторюваний у межах смуги ±0,5%.
| Номінал, мм | 138 | 100 | 50 | 25 |
|---|---|---|---|---|
| Середнє, мм | 138,339 | 100,099 | 49,996 | 24,928 |
| Макс. над середнім | +1,018 | +0,670 | +0,394 | +0,229 |
| Макс. під середнім | −0,174 | −0,585 | −0,472 | −0,417 |
| Межа IT16 (верх) | 140,5 | 102,2 | 51,6 | 26,3 |
| Межа IT16 (низ) | 135,5 | 97,8 | 48,4 | 23,7 |
| Cp | 2,014 | 1,483 | 1,627 | 1,750 |
| Cpk | 1,741 | 1,416 | 1,623 | 1,653 |
Точність і Cpk по Z для різних номіналів (квалітет IT16). Дані: Formlabs.
Ключовий інженерний інсайт: якщо взяти лише верхню секцію камери, розкид падає до ±0,4% від середнього — Cp стає кращим за 1,67 уже на рівні IT13. Тобто прецизійність по Z насправді висока; «псує» загальний Cpk зміщення середнього від номіналу (саме тому при ізоляції верхньої зони Cpk стає від’ємним без перемасштабування). Висновок: зафіксувавши позицію деталі й перемасштабувавши Z, можна різко звузити фактичний допуск.
- деталі зазвичай коротші внизу й довші вгорі камери;
- деталі зазвичай коротші в центрі й довші біля стінок.
Зведена таблиця Cpk за квалітетами (елемент 100 мм)
| Квалітет | Межа для 100 мм | Cpk X | Cpk Y | Cpk X&Y | Cpk Z |
|---|---|---|---|---|---|
| IT12 | ±0,35 мм | 1,1 | 0,5 | 0,7 | 0,2 |
| IT13 | ±0,54 мм | 2,3 | 1,5 | 1,6 | 0,3 |
| IT14 | ±0,87 мм | 4,5 | 3,2 | 3,2 | 0,5 |
| IT15 | ±1,40 мм | 7,9 | 5,9 | 5,8 | 0,9 |
| IT16 | ±2,20 мм | 13,2 | 10,0 | 9,8 | 1,4 |
| IT17 | ±3,50 мм | 21,6 | 16,7 | 16,2 | 2,3 |
| IT18 | ±5,40 мм | 34,0 | 26,5 | 25,6 | 3,6 |
Cpk для елемента 100 мм по осях (n=40 для X, Y, Z; n=80 для об’єднаних). Дані: Formlabs.
Як читати таблицю: щоб тримати промисловий поріг Cpk ≥ 1,33 «з коробки», без калібрування, по X та Y достатньо квалітету IT13, а по Z — IT16. Для медично-аерокосмічного Cpk ≥ 1,66 по Z потрібен IT17 — або фіксація позиції деталі й Z-калібрування (див. нижче).
Підсумок: квалітети для елемента 100 мм
| Вісь | Мін, мм | Макс, мм | Відхилення | IT (100% деталей) | IT (Cpk > 1,33) |
|---|---|---|---|---|---|
| X | 100,067 | 100,293 | ±0,3 мм | IT12 | IT13 |
| Y | 100,138 | 100,396 | ±0,4 мм | IT13 | IT13 |
| Z | 99,415 | 100,67 | ±0,7 мм | IT14 | IT16 |
Мін/макс для елементів 100 мм (n=40). Різниця між колонками IT — від підгонки гаусових розподілів. Дані: Formlabs.
Підсумкові допуски Fuse Series
| Параметр | XY (горизонталь) | Z (вертикаль) |
|---|---|---|
| Точність | ±0,5% або 0,3 мм (більше з двох) | ±1% або 0,6 мм (менше з двох) |
| Повторюваність | ±0,1 мм для елементів до 100 мм | ±0,5% у межах однієї зони камери |
| Квалітет (100 мм) | IT12–IT13 | IT16 (верхня зона — стабільніше, ±0,4%) |
| Cpk (100 мм) | X: 2,3 · Y: 1,5 (IT13) | 1,4 (IT16) |
Калібрування під ваше виробництво: шлях до ±0,1 мм
Оскільки процес дуже повторюваний (висока прецизійність), його можна центрувати — і вийти на допуск аж ±0,1 мм. Робочий процес:
- Масштабування X/Y. Якщо деталь 100 мм друкується як 100,3 мм — вона на 0,3% завелика; масштабуєте цей розмір до 99,7 мм, і він друкується точно в номінал.
- Відстеження Z за позицією. Прив’язуєте Z-висоту до конкретного місця в камері та калібруєте під допуск з урахуванням зони (верх/низ, центр/стінки).
- Фіксація розкладки. Заблокована позиція деталі в білді прибирає Z-варіацію від різної теплової історії — і навіть один білд оптимізується під максимальну точність.
Що це означає на практиці
Для більшості застосувань вродженої точності Fuse достатньо, щоб ставити деталі у вузли без доробки — дрони, підводне обладнання, автокомпоненти, протези й оснащення. За потреби вищої точності деталь калібрується під конкретний білд. За висновком Formlabs, точність Fuse Series — на рівні MJF- та SLS-систем, що коштують у 10+ разів дорожче.
Це безпосередньо стосується вибору обладнання: Fuse 1+ 30W закриває настільний серійний друк, а Fuse X1 масштабує ту саму точність на великий формат. Якщо обладнання поки не на часі — порахуйте деталь як послугу SLS-друку PA12 через наш калькулятор 3D-друку, або порівняйте Fuse X1 з HP Jet Fusion 5600 та EOS P3 NEXT.
Надішліть модель — надрукуємо тестовий зразок на Fuse у Києві, заміряємо критичні розміри каліброваним інструментом і покажемо реальні допуски під вашу задачу та орієнтацію.
Першоджерело даних — офіційний white paper Formlabs «Measuring SLS Dimensional Accuracy and Print Repeatability». Формули Cp/Cpk, рівні сигм і пояснення квалітетів ISO 286 наведені як стандартний інженерний контекст.